
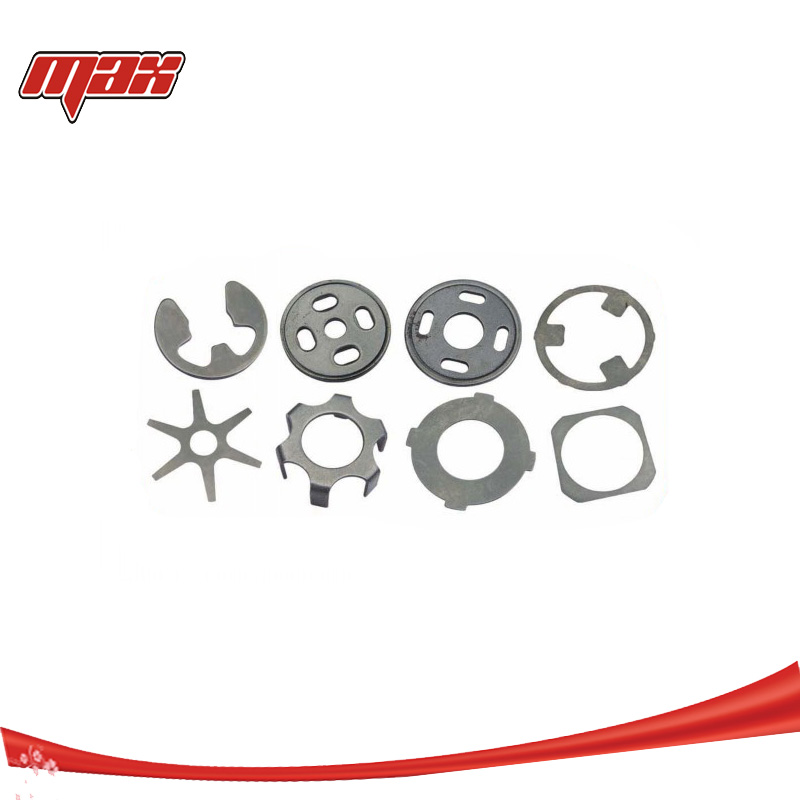
Válvula base de parte sinterizada de metal en pó para amortiguador









Características do produto:
O pistón e a chave inferior proporcionan principalmente amortecemento para o amortecedor, a guía da varilla principalmente guía para o movemento da varilla do pistón.
Max Auto é o principal fabricante da metalurxia eléctricapartes sinterizadas, úsase principalmente para compoñentes de amortecedores .
Proceso tecnolóxico: mestura de po - conformación - sinterización - limpeza - Tratamento de vapor - Dobrado - Casquillo de prensa - Inspección de aspecto, embalaxe
Mestura en po: Fe – C – Cu en po por peneira de alta densidade para eliminar impurezas, máquina de mestura automática de 360 ° xirando máis de 4 horas, fai que o material se mesture uniformemente
Moldeo: molde de precisión con prensa hidráulica CNC automática para garantir que a densidade de todas as pezas cumpra os requisitos do proceso despois da prensa.
Sinterización: o produto está controlado polo forno de sinterización tipo correa de rede, que garante as propiedades mecánicas e a dureza dos produtos para cumprir cos requisitos técnicos.
Inmersión en aceite: coloque o produto nun recipiente de alta presión para que o aceite poida penetrar completamente nos poros do produto e evitar a ferruxe do ciclo posterior.
Plástico: molde de precisión con prensa hidráulica CNC totalmente automática, a densidade do produto e as propiedades mecánicas mellóranse aínda máis despois do prensado e as dimensións cumpren os requisitos do debuxo.
Mecanizado: remata o burato, a ranura e outros detalles do produto.
Limpeza: o cinto de malla adopta unha máquina de limpeza por ultrasóns para eliminar impurezas e limaduras de ferro.
Tratamento de vapor: o produto é tratado por vapor no forno eléctrico, o que mellora as propiedades mecánicas do produto, e a capa de oxidación superficial axuda a evitar a ferruxe.
Embalaxe: o pistón está cuberto por unha máquina de control numérico totalmente automática que cobre o cinto de lubricación de PTFE.
Casquillo de prensa: prensado en casquillo DU.
Inspección de aparencia, embalaxe.
Especificación:
| Detalles do produto | |
| Nome do produto | Parte sinterizada de metal en po para amortiguador |
| Material | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, Balance, Cu 1,5-3,9%, C 0,3-0,6% |
| Densidade | 6,4-6,9 g/cm3 despois da oxidación por vapor |
| Dureza | 60-115 HRB, carga 1 kN, diámetro da bola 1/16″ |
| Tratamento de superficies | Oxidación por vapor, 2 horas, Fe3O4: 0,004-0,005 mm, grao de oxidación 2-4% |
| Tolerancia non especificada | ISO 2768 – m/H14, h14, +- IT14/2 |
| Apariencia | Sen desmoronamento, rachaduras, exfoliación, baleiros, soltura, picaduras de metal e outros defectos |
| Fluxo do proceso | Mestura de polvos - Formación - Sinterización - Impregnación de aceite - Encolado - Limpeza ultrasónica – Oxidación por vapor – Impregnación de aceite – Final inspección – (+ casquillo DP4 / + banda PTFE) Embalaxe |
| Aplicación | Para amortiguadores de automóbiles, motocicletas e bicicletas |
| As nosas vantaxes: | 1. Máis de 3000 moldes actuais, aforra o custo do molde 2. Certificado ISO/TS 16949:2009 3. Prezo competitivo 4. Capacidade de control de calidade estrictamente de APQP, FEMA, MSA, PPAP, SPC |
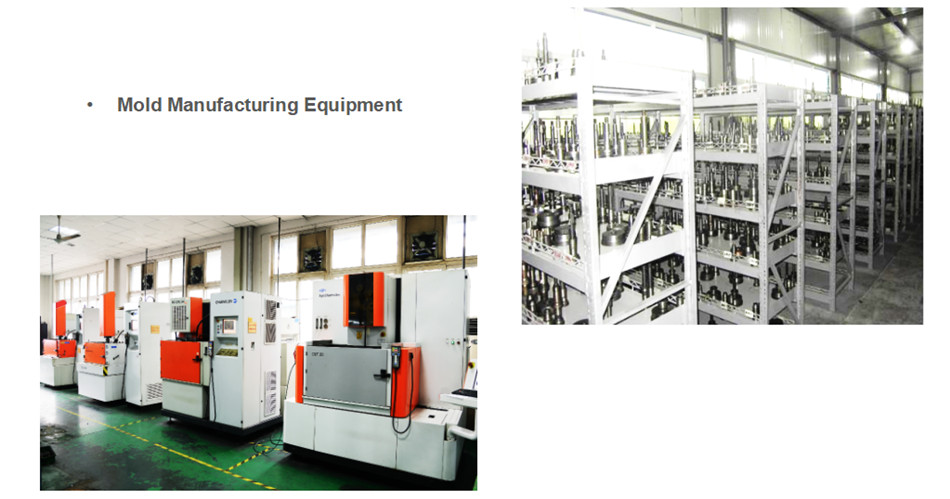
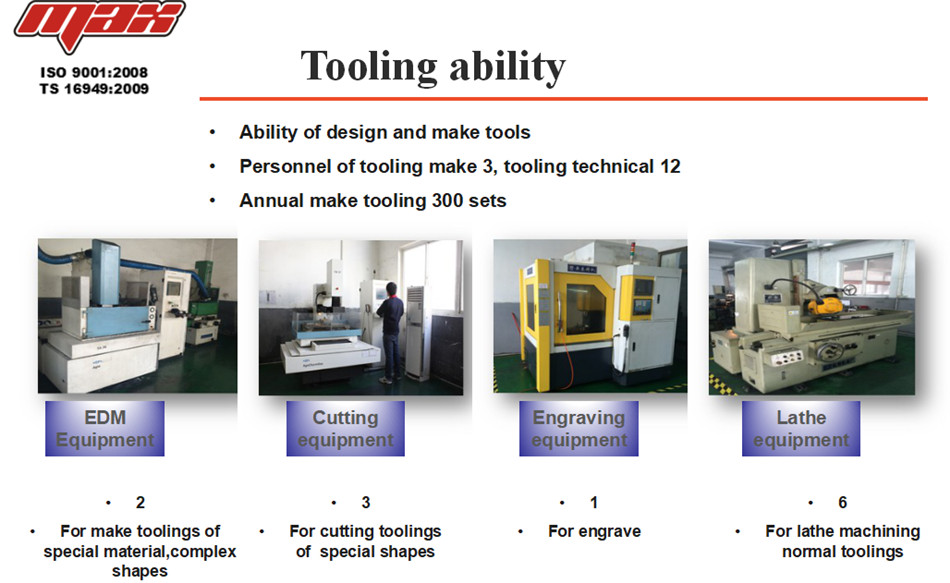
Instalacións de produción



Instalacións de exame


Categorías de produtos
-
Arandelas planas delgadas de aceiro inoxidable personalizadas
-

Toyota AE101, Corolla, VIOS, axuste de altura de marcha...
-

Tubo sin costura CDW/ERW/Cromado laminado en frío platino...
-

Tratamento de nitrade QPQ material de aceiro anticorrosión...
-

861412023A amortiguador OEM bo prezo auto p...
-

Partes de metalurxia en pó de puntales de choque (pistón,...





